




- Основні властивості профільних труб
- Згибання профільної труби: особливості процесу
- Холодні способи згинання труб
- Гарячі способи вигину
Існує кілька факторів, які характеризують профільну трубу, як універсальний, практичний і доступний металопрокат. Один з них – гнучкість, тобто можливість зміни форми вироби без порушення експлуатаційних характеристик. Тому зігнуті під кутом труби широко використовуються не тільки в нафтовій, хімічній галузях, машино- і апаратобудуванні, але і в приватному господарстві. Щоб пластична деформація профтруби не викликала руйнування, потрібно чітко виконувати технологію гнуття, розрахувати правильно зусилля і радіуси кривизни.
Основні властивості профільних труб
Трубний профіль за рахунок ребер жорсткості більш стійкий до деяких видів навантажень. Універсальний і простий при виконанні різних з'єднань – болтових, клепаних, зварних, на інших кріпильних елементах. З нього можна створювати вироби будь-якої форми, гнути профільну трубу і кувати при розігріві. Активно використовується як елемент несучої системи. При якісній зборці, належному догляді, правильному виборі середовища експлуатації труба профільна металева досить довговічна.
Переріз
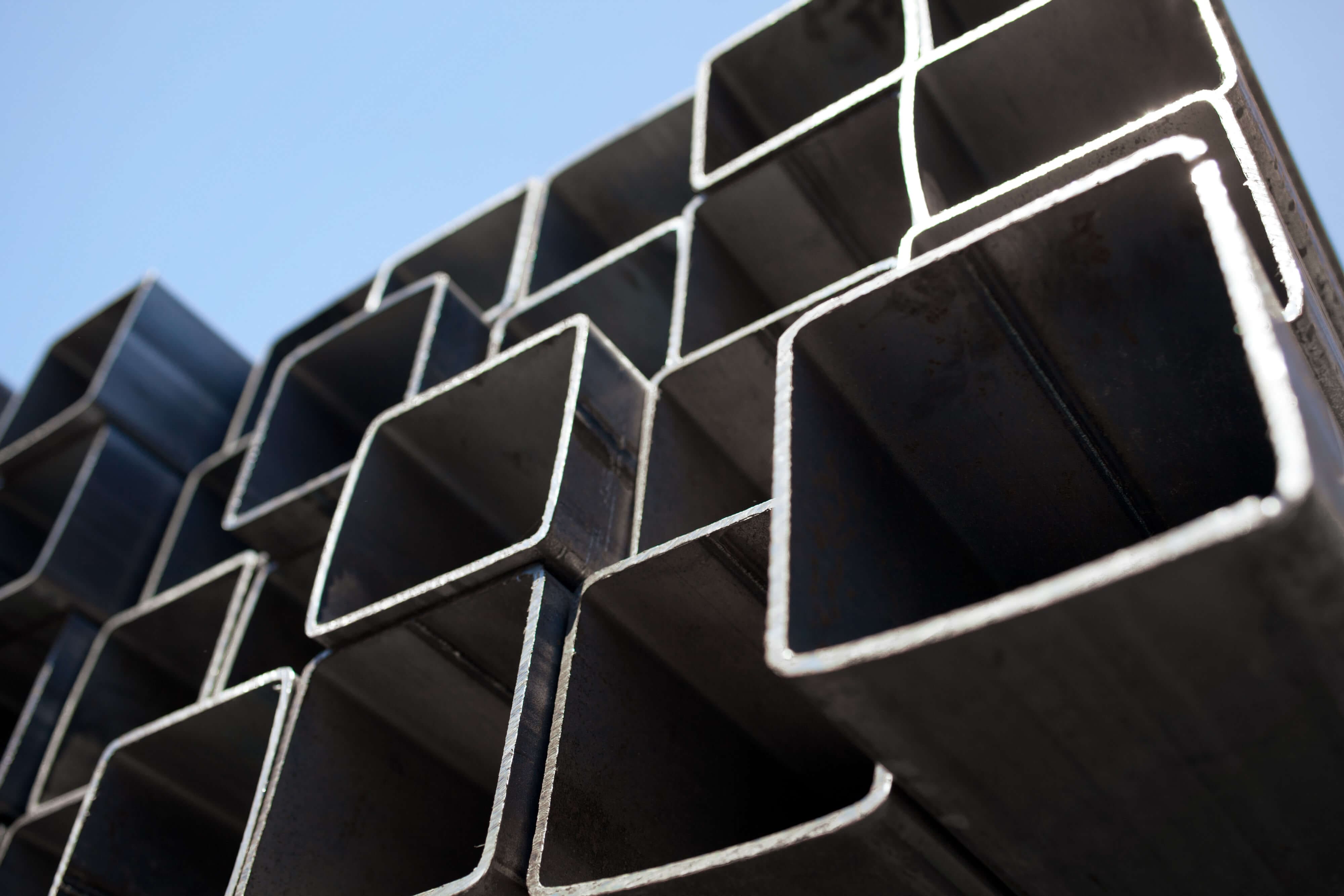
Виріб характеризується формою, геометричними параметрами перетину (ширина, висота, довжина, товщина стінки та ін.), а також маркою стали і рівнем механічних властивостей. Він буває квадратної, прямокутної, трикутної, овальної, плоськоовальної, шестигранної або іншої більш складної конфігурації. Виходить такий продукт в процесі гарячої обробки або при зміні холодним способом форми перетину електрозварної прямошовної круглої труби.
Особливим попитом користуються профілі прямокутного або квадратного перетину.
Матеріал
Якщо знати, як зігнути профіль без застосування дорогого спеціального обладнання, вибрати правильно матеріал, грамотно розрахувати передбачувані навантаження, можна самостійно, швидко і якісно спорудити нескладні конструкції для домашнього користування.
Основними матеріалами із яких виготовляються сталеві труби вважаються:
|
Види сталі |
Кратка характеристика |
Марки |
|
Вуглецева |
Твердість, міцність, достатня пластичність |
08кп, 10, Ст2, 20, 35, Ст4сп, 08пс, Ст1пс, Ст3пс, S235JRH, S275J0H, S355J2H, S275NH, S275NLH, S355NH и S355NLH |
|
Легована |
Підвищена стійкість до атмосферної корозії, міцність, поліпшені експлуатаційні характеристики |
09Г2С, 17Г1С, 10ХСНД, 30ХГСА, 10Г2, S420M, S460NH, S460NLH, S275MH, S460MH, S275MLH, S460MLH |
|
Нержавіюча |
Містить молібден, нікель, хром. Володіє високою міцністю на вигин і корозійною стійкістю, може використовуватися в агресивних середовищах (пар, кислота, луги і т.д.) |
AISI 201, AISI 304, AISI 430, AISI 439, 04Х18Н9, 08Х18Н10, 12Х17, 12Х15Г9НД |
Хорошим споживчим попитом також користується оцинкований трубний профіль, який характеризується антикорозійною властивістю тривалої дії та меншою у порівнянні з нержавіючим аналогом ціною.
Згибання профільної труби: особливості процесу
Як зігнути профільну трубу правильно, щоб не порушити її цілісність, зберегти міцність і надійність? Якщо надати необхідну конфігурацію заготівлі великого перерізу можна лише в промислових умовах, то для виробів малих розмірів в побуті це робиться ручним способом, але при дотриманні певних вимог. Одне з них – обмеження по внутрішньому радіусу, мінімальне значення якого розраховується залежно від розміру діаметра профілю і товщини стінки.
Як правильно згинати профільні труби?
Перед тим, як гнути труби, потрібно визначитися з методом. Для цього потрібно орієнтуватися в фізичних процесах, що протікають у ході згинання. На профільну трубу діють різні за напрямком та значенням сили, що сплющують її:
- зсередини - сила стиснення;
- зовні - розтягування.
Різноспрямованість векторів цих сил призводить до напруг, що виникають при зміні конфігурації продукту. Чим більше сили сплющення, тим більше витягується труба в перпендикулярному їм напрямку.
Тому гнути трубу потрібно так, щоб не порушилася співвісність її ділянок, цілісність стінки, що розтягується. Намагатися працювати з короткими зразками, уникати утворення складок на внутрішній поверхні заготовки, що згинається. Брати до уваги, що після деформування трубному профілем властиво «відпружинювання» і повернення до попереднього стану. Щоб уникнути цього, готові вироби знову підганяються за шаблоном.
Вплив матеріалу на вигин
Існує ряд способів, як зігнути трубу. Якщо невеликий мідний або фрагмент тонкостінної порожнистої заготовки можна зігнути вручну без надмірних зусиль, то при згинанні сталевих виробів технологія складніше. Знову ж, латунна або мідна профтруба попередньо віджигається в зоні загину.
Стінки металевих профілів при вигині піддаються пружним і пружнопластичним деформаціям. Це змінює фізико-механічні властивості матеріалу. В результаті виникаючої напруги стає біль тонкою зовнішня і потовщується внутрішня стінка, що призводить до ослаблення оболонки. З витонченням зовнішньої частини в зоні згину збільшується твердість та знижується пластичність металу. Тому вид матеріалу труб безпосередньо впливає на вибір способу деформації.
Основні помилки при згинанні труб
Щоб уникнути огріхів, виконуючи роботи з профілем, потрібно чітко слідувати обраній технології. Тільки знаючи, як зігнути профільну трубу в домашніх умовах правильно, можна уникнути додаткових фінансових витрат і браку при виготовленні конструкцій. Пошкодження профтруби виникають при таких порушеннях:
- багаторазова зміна радіуса згину в розігрітому стані заготовки;
- різке і надмірне прикладання сили для досягнення потрібної криволінійної форми;
- порушення технології процесу в частині обраних температур нагрівання, зусиль та ін.;
- різкий нагрів або перегрів заготовки – піднімати температуру нагрівання сталевого профілю потрібно поступово до яскраво-червоного кольору.
Холодні способи згинання труб
Якщо виріб має невеликі розміри, згибання профільної труби своїми руками може виконуватися без нагріву. При цьому зусилля прикладаються в наростаючому темпі з поступовим збільшенням навантаження. При холодному методі деформація вироба може проводитися з наповнювачем або без нього.
Вироби, висота профілю яких становить 40 мм і вище, гнуть гарячим методом. Як згинати деталі, з висотою профілю від 10 до 40 мм, вирішувати виконавцю. Щоб не помилитися, можна зробити пробне згинання.
Профілегибочний верстат
Саме прийнятне і просте рішення для виготовлення арочних та інших конструкцій - використовувати найпростіше пристосування для згинання труб своїми руками. Для цих цілей краще всього підійде профілезгибач ручного, гідравлічного або електричного типу. Він надає потрібну конфігурацію заготівлі, згинаючи метал між валами під високим тиском. Загальний алгоритм роботи пристосування такий:
- встановити верстат і зафіксувати його анкерними болтами;
- виконати заземлення;
- упевнитися в цілісності конструкції;
- протягом півгодини на холостому ходу переконатися у відсутності несправностей в роботі;
- при проходженні заготовки між валами відрегулювати кривизну вигину за допомогою підняття/опускання верхнього вала.
Ручна модель верстата - краще рішення для невеликого обсягу робіт. Маючи детальні креслення, зовсім нескладно зібрати такий агрегат самостійно.
Оправка або згибальна плита
Цей спосіб застосовується для труб з висотою профілю до 10 мм невеликих розмірів з метою отримання незначних радіусів вигину. Використовується горизонтально розташована плита з отворами під жорстко фіксовані штирі (упори). Потрібний радіус вигину коригується змінним шаблоном з фанери, щільного картону або металевого кутика. Упори встановлюються в отвори по заданому радіусу. Між ними розташовують заготовку і, докладаючи певних зусиль, згинають її, починаючи з середини і поступово рухаючись до країв.
Наповнювачі
Щоб зігнути профільну трубу без заломів і складок, надати потрібний радіус тонкостінній деталі невеликого розміру, використовуються наповнювачі. Вони сприяють рівномірній деформації сегмента на ділянці проведення робіт і в місці фіксації труби лещатами. Наповнювачем може бути свинець, каніфоль (для латунних або мідних труб), машинне масло, суха просіяна піщана суміш або сталева пружина, зроблена з дроту товщиною в 2 мм і яка щільно входить в отвір труби.
Використання піску і дерев'яних заглушок пробок - найпростіший і найдоступніший спосіб зігнути трубу без трубогиба. Для цього достатньо вбити заглушку з дерев'яного клина в порожній отвір труби з одного кінця, засипати в порожнину пісок і заглушити протилежний отвір іншою дерев'яною пробкою. Закріпивши один з кінців заготовки і приклавши зусилля, зробити вигин на потрібну кривизну. Пісок всередині спрацює як компенсатор і не дасть трубі лопнути. Після проведення робіт його разом з заглушками видаляють.
Верстат Вольнова
Це пристосування для згинання труб діаметром 1/2 і 3/4 "в холодному стані відноситься до ручного механізму. Методика полягає в вигині заготовки навколо статичного ролика. Його радіус визначає кривизну вигину. Труба міцно фіксується одним (довгим) кінцем між роликами хомутом. Буде потрібно поєднати мітку на трубі (початок згибання) з рискою на бічній і верхній поверхні нерухомого ролика. Шляхом повороту скоби навколо нього досягається потрібний радіус заготовки. Потім скоба повертається у вихідне положення, труба виймається. Набивати профіль наповнювачем в даному випадку не потрібно.
Вигин за допомогою фізичної сили
Якщо згинається трубний профіль невеликого перерізу, досить пластичний, йому можна надати потрібну кривизну за допомогою звичайної води без застосування додаткового оснащення. Зазвичай це квадратний трубний прокат перетином 10×10 мм або прямокутний 10×20 мм. Згибання профільної труби таким методом актуальне взимку при негативних температурах. Досить тільки:
- закупорити надійно один кінець від можливого протікання;
- залити в трубу воду;
- дочекатися, поки вона замерзне - лід не дає трубі м'ятися під тиском;
- докласти деякі фізичні зусилля і почати згибання труби в потрібному напрямку;
- виміряти положення заготовки по осях і по шаблону.
Гарячі способи вигину
Зміна форми металопрофілю при висоті більше 40 мм здійснюється тільки після його попереднього розігріву. Оскільки багато разів цю операцію виконувати не рекомендується через можливий порив деталі, потрібно знати, як зігнути профільну трубу своїми руками, використовуючи різні доступні способи. Спочатку прокат віджигається, потім розм'якшується при закупорених пробками кінцях. Вигнуту заготовку утримують під напругою до повного охолодження.
Як гнути профільну трубу за допомогою паяльної лампи і пружини?
Скористатися паяльною лампою і пружиною можна для отримання кривизни поверхні з мінімальним радіусом, але це не стосується оцинкованої труби. Міцна пружина всередині профілю запобігає продавлюванню стінок під час процесу згинання, формує акуратну і рівну конфігурацію поверхні. Заготівля одним кінцем жорстко кріпиться в лещатах. Довжина ділянки нагріву повинна бути тотожна шести діаметрам труби.
За попередньою розміткою в зоні згину проводиться, спочатку, розігрів металу лампою до темно-вишневого кольору, а потім - згибання. При неодноразовому нагріванні заготовки всередині скупчуються гази. Зроблені заздалегідь невеликі отвори в трубі (до 3 мм) допоможуть їх позбутися.
Як зігнути профіль за допомогою зварювального апарату?
Спочатку розраховують радіус згину і визначаються з величиною деформованого відрізка. Углошлифувальним ручним електричним верстатом через рівні проміжки робляться пропили на внутрішній стороні труби. Чим їх більше, тим вигин вийде більш плавним. В результаті місце робіт набуває вигляду ламаної лінії з гострими кутами біля зовнішньої стінки профілю. Затиснувши один торець в лещатах, його згинають, надавши заготівлі потрібну кривизну. Стики проварюються зварювальним апаратом, зміцнюються. Після повного охолодження шви зачищаються.
Як бачите, сортамент трубного профілю досить різноманітний. Завжди можна знайти потрібний варіант під реалізацію конкретного проекту. Ми виробляємо сталевий прокат у великому асортименті та пропонуємо купити профільну трубу з гарантованою точною вагою по максимально вигідними цінами.
Поставляємо в будь-якому обсязі тільки сертифіковану продукцію, придатну до подальшої обробки, в тому числі і згибанню гарячим або холодним способом. Якщо виникли труднощі з вибором труб, розрахунком їх кількості, або потрібна консультація з інших технічних питань, звертайтеся до наших фахівців.